

Steel precision casting, also known as investment casting, is a highly accurate manufacturing process used to produce complex and detailed metal components. The bushing support flange, a critical component in many mechanical systems, requires precise dimensions and high-quality surface finishes. This guide will walk you through the steps to prepare for the steel precision casting of a bushing support flange.
चरण 1: डिज़ाइन और इंजीनियरिंग
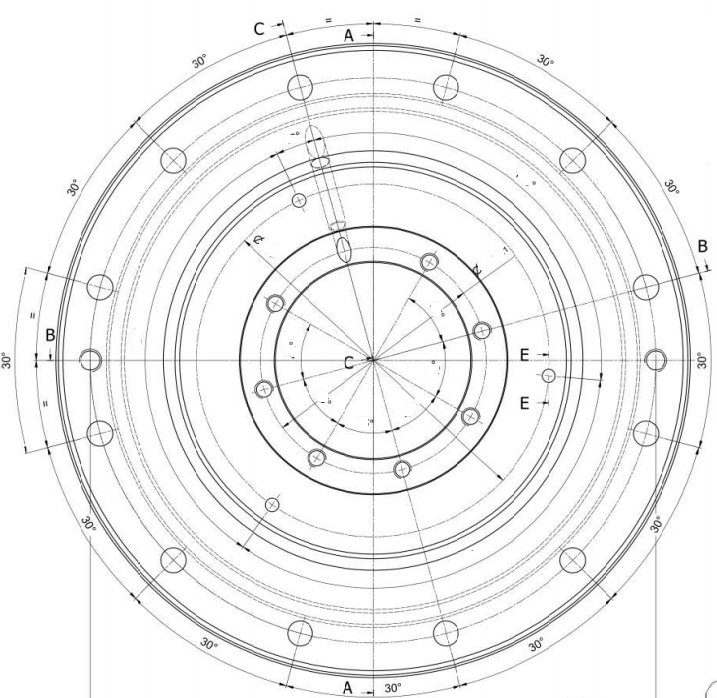
- एक विस्तृत 3D मॉडल बनाएँ: Use CAD software to design the bushing support flange, ensuring all dimensions, tolerances, and surface finishes are specified.
- कास्टिंग आवश्यकताओं पर विचार करें: यह सुनिश्चित करने के लिए कि अंतिम उत्पाद विनिर्देशों को पूरा करता है, डिज़ाइन में सिकुड़न, ड्राफ्ट कोण और मशीनिंग भत्ते को ध्यान में रखें।
- कास्टिंग प्रक्रिया का अनुकरण करें: सरंध्रता या विरूपण जैसे संभावित दोषों की पहचान करने के लिए सिमुलेशन सॉफ़्टवेयर का उपयोग करें और तदनुसार डिज़ाइन को अनुकूलित करें।
चरण 2: सामग्री का चयन
- सही स्टील मिश्र धातु चुनें: Select a steel alloy that meets the mechanical and thermal properties required for the bushing support flange (e.g., carbon steel, stainless steel, or alloy steel).
- सामग्री संगतता सत्यापित करें: सुनिश्चित करें कि चुना गया मिश्र धातु सटीक कास्टिंग के लिए उपयुक्त है और इच्छित परिचालन स्थितियों का सामना कर सकता है।
चरण 3: पैटर्न और मोल्ड तैयारी
- वैक्स या 3D-प्रिंटेड पैटर्न बनाएं: Produce a precise pattern of the bushing support flange using wax or a 3D printer.
- पैटर्न ट्री को असेंबल करें: Attach the pattern to a central wax sprue to form a tree-like structure, allowing multiple flanges to be cast simultaneously.
- सिरेमिक कोटिंग लागू करें: पैटर्न ट्री को सिरेमिक घोल में डुबोएं और सिरेमिक खोल बनाने के लिए इसे रिफ्रैक्टरी रेत से कोट करें। एक मोटा, टिकाऊ खोल बनाने के लिए इस प्रक्रिया को दोहराएं।
- मोल्ड को सुखाएं और ठीक करें: सिरेमिक खोल को पूरी तरह सूखने और सख्त होने दें।
चरण 4: डीवैक्सिंग और प्रीहीटिंग
- मोम पैटर्न निकालें: Heat the mold to melt and remove the wax, leaving a hollow cavity in the shape of the bushing support flange.
- मोल्ड को पहले से गरम करें: सिरेमिक मोल्ड को मजबूत करने और पिघले हुए स्टील के लिए तैयार करने के लिए इसे भट्टी में गर्म करें।
चरण 5: कास्टिंग प्रक्रिया
- स्टील को पिघलाएं: चयनित स्टील मिश्र धातु को भट्टी में तब तक गर्म करें जब तक कि यह वांछित तापमान तक न पहुंच जाए।
- पिघला हुआ स्टील डालें: पिघले हुए स्टील को पहले से गरम किए हुए सिरेमिक मोल्ड में सावधानी से डालें, यह सुनिश्चित करते हुए कि यह गुहा को पूरी तरह से भर दे।
- ठंडा होने दें: कास्टिंग में दरार या आंतरिक तनाव को रोकने के लिए मोल्ड को धीरे-धीरे ठंडा होने दें।
चरण 6: कास्टिंग के बाद की कार्रवाइयाँ
- सिरेमिक शेल को हटाएँ: कच्ची कास्टिंग को प्रकट करने के लिए सिरेमिक मोल्ड को तोड़ दें।
- काटें और अलग करें: Remove the individual bushing support flanges from the pattern tree using cutting tools.
- परिष्करण कार्य करें: Clean, grind, and polish the flanges to achieve the desired surface finish and dimensional accuracy.
- कास्टिंग का निरीक्षण करें: Use non-destructive testing methods (e.g., X-ray, ultrasonic testing) to ensure the flanges are free of defects.
चरण 7: ताप उपचार और मशीनिंग
- ताप उपचार लागू करें: If required, heat-treat the flanges to enhance their mechanical properties.
- मशीन महत्वपूर्ण विशेषताएं: सख्त सहनशीलता और सटीक ज्यामिति प्राप्त करने के लिए अंतिम मशीनिंग संचालन करें।
निष्कर्ष
Preparing for steel precision casting of a bushing support flange involves careful planning, precise design, and meticulous execution. By following these steps, you can ensure the production of high-quality, durable flanges that meet the demands of your application. Always collaborate with experienced foundries and engineers to optimize the process and achieve the best results



